Полное руководство по сварке металлоконструкций: современные методы, требования ГОСТ, система контроля качества и практические рекомендации от специалистов МС Билдингс.
Сварка - один из ключевых процессов при изготовлении металлоконструкций, от которого напрямую зависит их прочность, надежность и долговечность. В этой статье мы подробно разберем современные методы сварки, нормативные требования ГОСТ и систему контроля качества, применяемую в промышленном строительстве.
Основные методы сварки металлоконструкций
1. Ручная дуговая сварка (ММА)
· Применение: монтажные работы, ремонт, сложные узлы
· Преимущества: универсальность, возможность работы в труднодоступных местах
· Ограничения: низкая производительность, зависимость от квалификации сварщика
2. Полуавтоматическая сварка (MIG/MAG)
· Применение: серийное производство, конструкции из тонкого металла
· Преимущества: высокая скорость, минимальное разбрызгивание
· Особенности: требует использования защитного газа (CO₂ или аргон)
3. Автоматическая сварка под флюсом
· Применение: промышленное производство, длинные швы
· Преимущества: стабильное качество, высокая производительность
· Ограничения: только для нижнего положения шва
4. Электрошлаковая сварка
· Применение: соединение толстостенных элементов (от 20 мм)
· Особенности: однопроходная сварка любой толщины
Нормативные требования (ГОСТ и СП)
Ключевые стандарты:
· ГОСТ 5264-80 - Ручная дуговая сварка
· ГОСТ 14771-76 - Дуговая сварка в защитном газе
· ГОСТ 8713-79 - Сварка под флюсом
· СП 16.13330.2017 - "Стальные конструкции" (актуализированная версия СНиП II-23-81)
Требования к сварным соединениям:
✔ Геометрические параметры швов (катет, выпуклость)
✔ Механические свойства (прочность, пластичность)
✔ Отсутствие дефектов (поры, трещины, непровары)
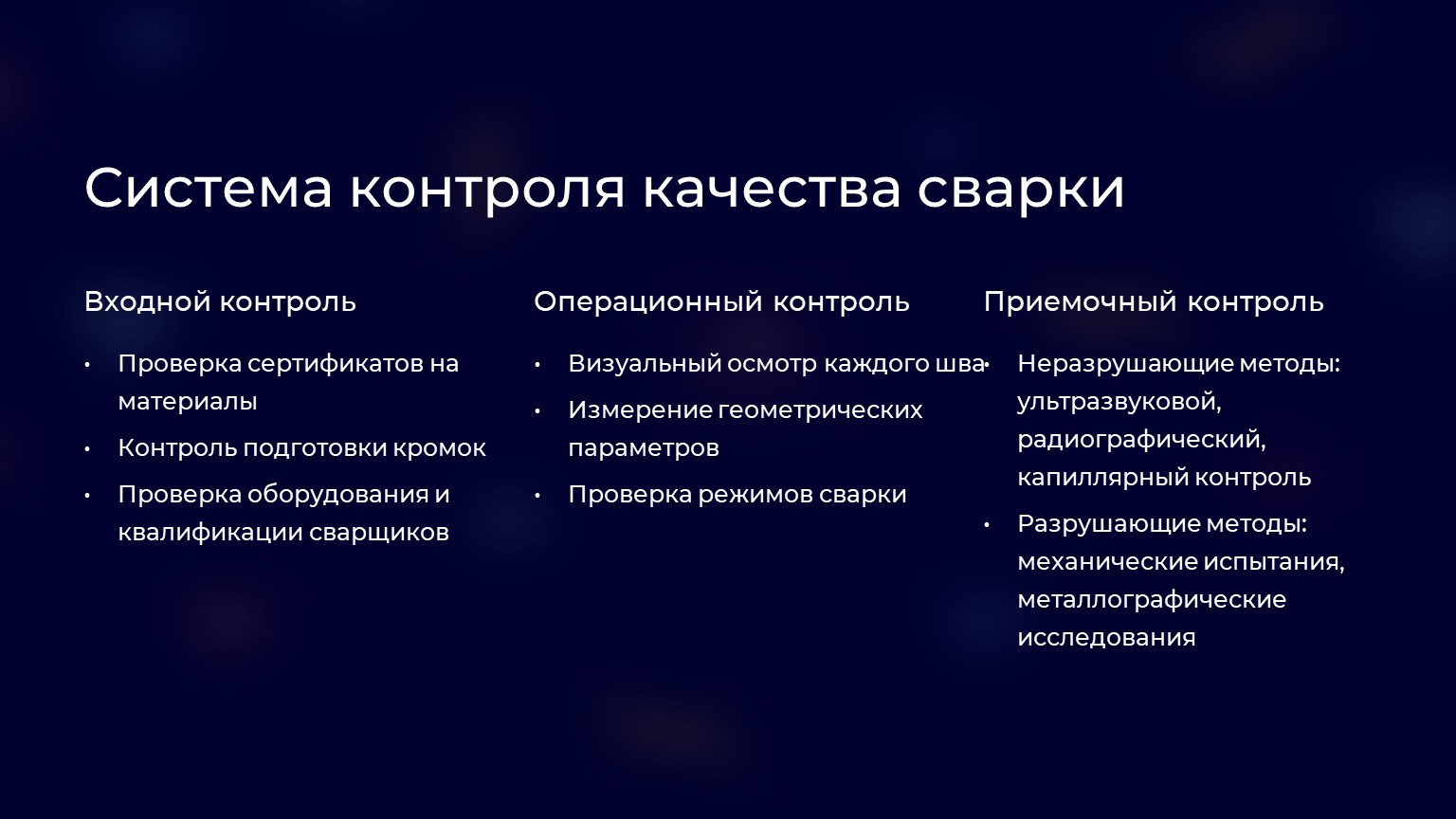
Система контроля качества сварки
1. Входной контроль
· Проверка сертификатов на материалы
· Контроль подготовки кромок
· Проверка оборудования и квалификации сварщиков
2. Операционный контроль
· Визуальный осмотр каждого шва
· Замер геометрических параметров
· Проверка режимов сварки
3. Приемочный контроль
· Неразрушающие методы:
o Ультразвуковой контроль (УЗК)
o Радиографический контроль (РК)
o Капиллярный контроль (цветная дефектоскопия)
· Разрушающие методы (для образцов):
o Механические испытания
o Металлографические исследования
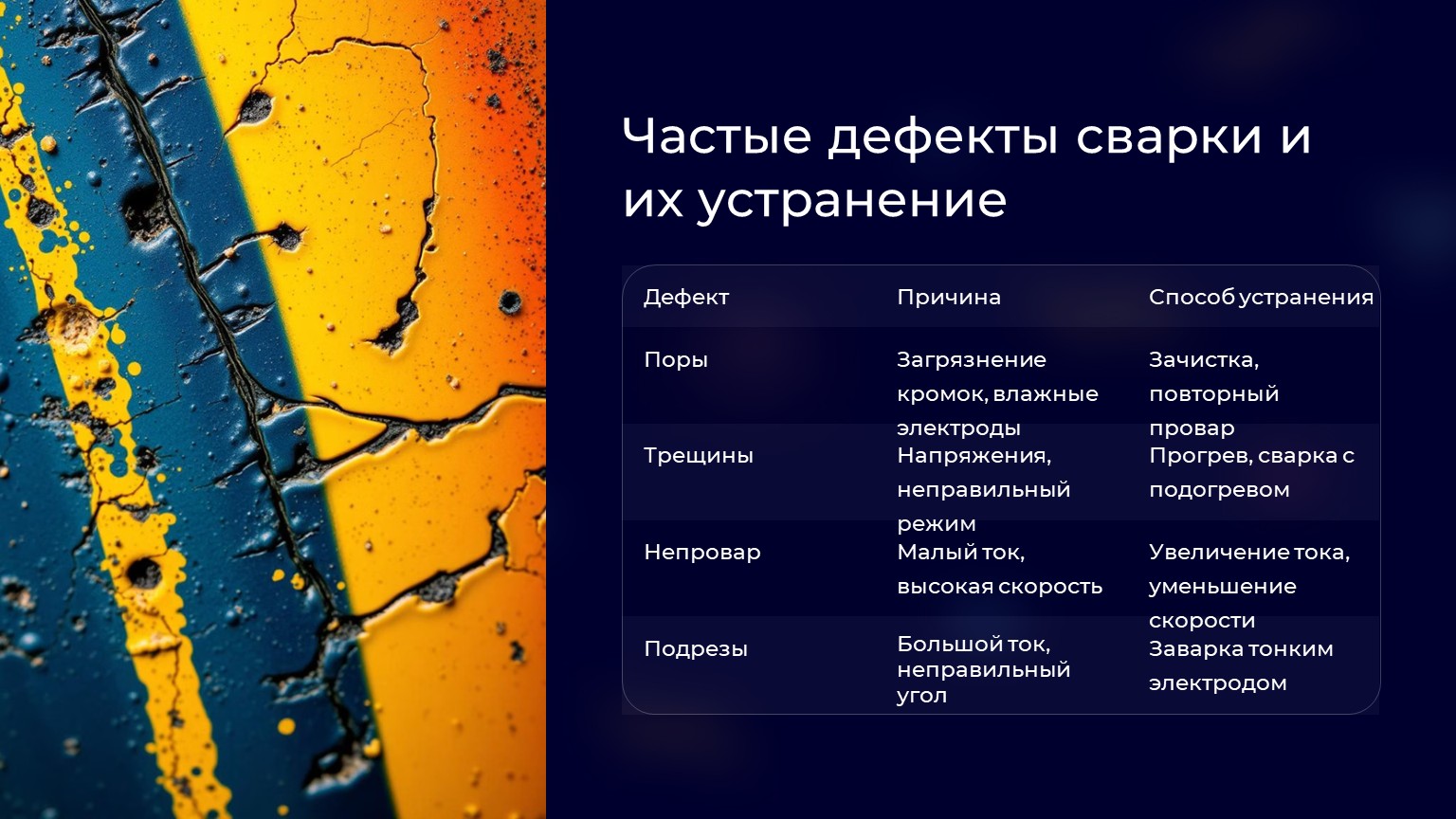
Частые дефекты и способы их устранения
|
Дефект |
Причина |
Способ устранения |
|
Поры |
Загрязнение кромок, влажные электроды |
Зачистка, повторный провар |
|
Трещины |
Напряжения, неправильный режим |
Прогрев, сварка с подогревом |
|
Непровар |
Малый ток, высокая скорость |
Увеличение тока, уменьшение скорости |
|
Подрезы |
Большой ток, неправильный угол |
Заварка тонким электродом |
Практические рекомендации
1. Подбор технологии должен учитывать:
o Тип конструкции
o Условия эксплуатации
o Толщину металла
o Требуемую производительность
2. Квалификация персонала - сварщики должны иметь:
o Действующие аттестаты НАКС
o Допуски к соответствующим видам работ
3. Документирование - на каждый объект должен включать:
o Паспорта сварщиков
o Журналы сварочных работ
o Протоколы контроля качества
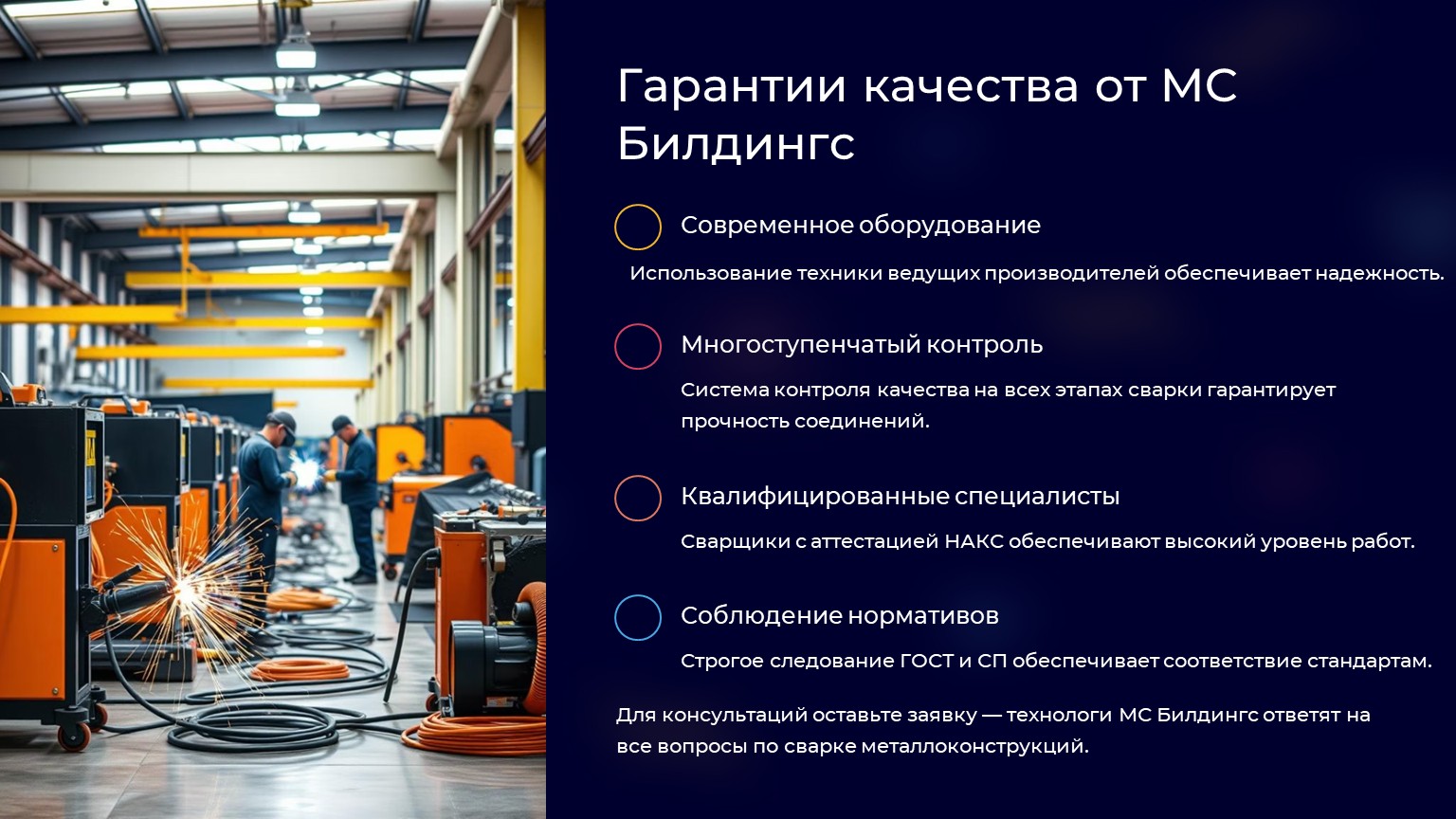
Компания МС Билдингс гарантирует качество сварных соединений благодаря:
✅ Современному оборудованию ведущих производителей
✅ Многоступенчатой системе контроля
✅ Квалифицированным специалистам с аттестацией НАКС
✅ Соблюдению всех нормативных требований
Нужна консультация по сварке металлоконструкций? Оставьте заявку - наши технологи ответят на все вопросы!